Machine vision technology is an important branch of computer science. It integrates technologies such as optics, mechanics, electronics, computer software and hardware, and involves computers, image processing, pattern recognition, artificial intelligence, signal processing, optomechanical integration, etc. Areas. Since its initial development, it has a history of more than 20 years. Its functions and applications have been gradually improved and promoted with the development of industrial automation, especially the current digital image sensors, CMOS and CCD cameras, DSP, FPGA, ARM and other embedded The rapid development of technology, image processing and pattern recognition has greatly promoted the development of machine vision.
In short, machine vision is the use of machines instead of human eyes to make various measurements and judgments. On the production line, people who make such measurements and judgments will cause errors and errors due to fatigue and differences between individuals, but the machine will work tirelessly and steadily. Generally speaking, the machine vision system includes the lighting system, lens, camera system and image processing system. For each application, we need to consider the operating speed of the system and the image processing speed, whether to use a color or black and white camera, the size of the detection target or whether the detection target has defects, how large the field of view needs to be, how high the resolution needs to be, and how much contrast needs to be Wait. From a functional point of view, a typical machine vision system can be divided into: image acquisition part, image processing part and motion control part.
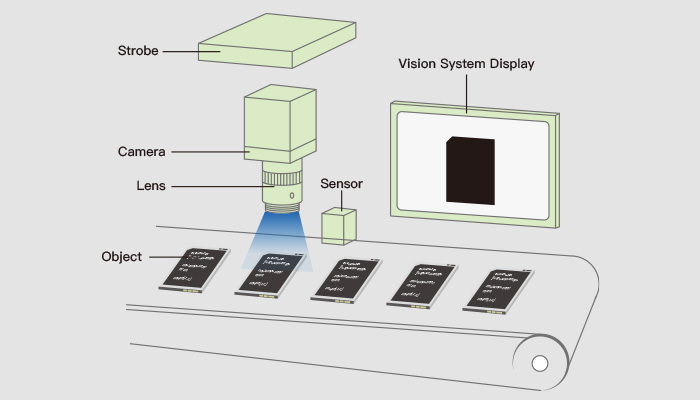
The main working process of a complete machine vision system is as follows:
1、The workpiece positioning detector detects that the object has moved to the center of the field of view of the camera system, and sends a trigger pulse to the image acquisition part.
2、The image acquisition part sends out start pulses to the camera and the lighting system respectively according to the pre-set program and delay.
3、The camera stops the current scan and restarts a new frame scan, or the camera is in a waiting state before the start pulse arrives, and starts a frame scan after the start pulse arrives.
4、The camera opens the exposure mechanism before starting a new frame scan, and the exposure time can be set in advance.
5、Another start pulse turns on the lighting, and the turn-on time of the light should match the exposure time of the camera.
6、After the camera is exposed, the scanning and output of a frame of image is officially started.
7、The image acquisition part receives analog video signals and digitizes them through A/D, or directly receives digital video data digitized by the camera.
8、The image acquisition part stores the digital image in the memory of the processor or computer.
9、The processor processes, analyzes, and recognizes the image to obtain measurement results or logical control values.
10、The processing result controls the movement of the pipeline, performs positioning, and corrects movement errors.
It can be seen from the above workflow that machine vision is a relatively complex system. Because most of the system monitoring objects are moving objects, the matching and coordinated actions between the system and the moving objects are particularly important, which brings strict requirements to the action time and processing speed of each part of the system. In some application fields, such as robots, flying object guidance, etc., there are strict requirements on the weight, volume and power consumption of the entire system or part of the system.
The advantages of the machine vision system are:
1、Non-contact measurement will not cause any damage to the observer and the observed, thereby improving the reliability of the system.
2、It has a wide spectral response range, such as the use of infrared measurement that is invisible to the human eye, which expands the visual range of the human eye.
3、Working steadily for a long time, it is difficult for humans to observe the same object for a long time, while machine vision can do measurement, analysis and recognition tasks for a long time.
The application fields of machine vision systems are becoming wider and wider. It has been widely used in industry, agriculture, national defense, transportation, medical treatment, finance, and even sports, entertainment and other industries. It can be said that it has penetrated into all aspects of our life, production and work.




